CASTING
- Share

What is Wax Casting?
When casting with a wax, the investment casting is also called "lost wax casting". Investment casting usually refers to forming a pattern in a fusible material, coating a plurality of layers of refractory material on the surface of the pattern to form a shell, and then melting the pattern to discharge the shell, thereby obtaining a mold having no parting surface, and after being baked at a high temperature A casting scheme that can be filled with sand. Investment molding is often referred to as "lost wax casting" because the pattern is widely manufactured using waxy materials.
Terada Casting Advantages
1.Terada is made from the best silica sol as the outer shell. The outer shell of the silica sol is hard, and the finished product has a smooth surface and good quaility
2. Terada's products have professional material analyzers after casting. All products will past many tested to ensure that the materials and quality.
3. Terada's products have strict time control and quality inspection at every step of casting, ensuring that every part of production is not problem.
Relative Products




Where Could Use Casting for Hardware?
The alloys that can be produced by investment casting are carbon steel, alloy steel, heat resistant alloy, stainless steel, precision alloy, permanent magnet alloy, bearing alloy, copper alloy, aluminum alloy, titanium alloy and ductile iron.
The shape of the investment casting is generally complicated, the minimum diameter of the castable hole on the casting can be up to 0.5 mm, and the minimum wall thickness of the casting is 0.3 mm. In the production, some parts that were originally composed of several parts can be directly cast by investment casting by changing the structure of the parts and designed as integral parts, so as to save processing time and metal material consumption, and make the part structure more. To be reasonable.
The weight of investment castings is mostly tens of cattle (from a few grams to a dozen kilograms, generally not more than 25 kilograms), and castings that are too heavy are more troublesome to produce by investment casting.
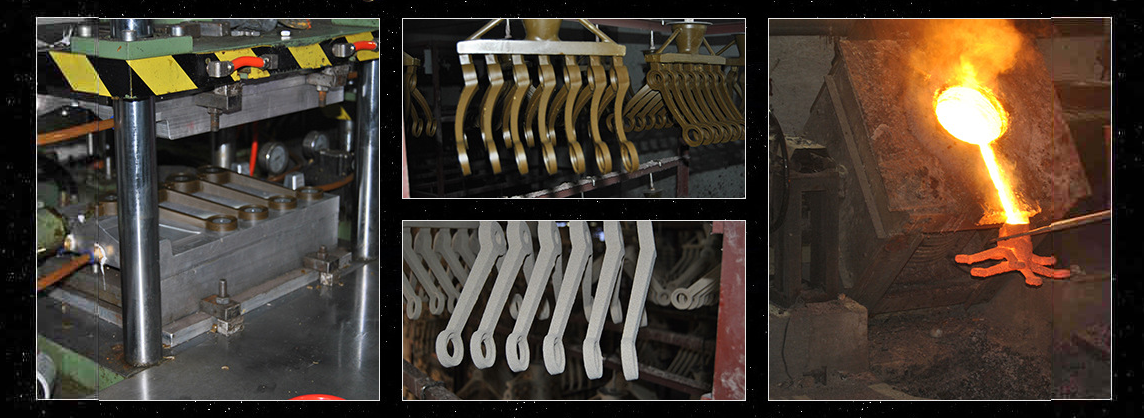
How to Cast Hardware?
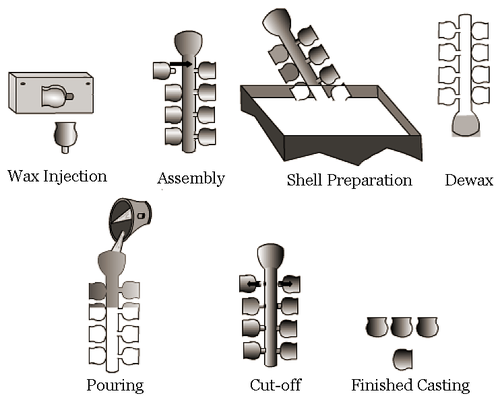
Shell making process
The main processes and processes in the shell making process are:
1) Degreasing and degreasing of modules
In the case of a wax-based molding compound, in order to improve the ability of the coating to wet the surface of the module, the oil on the surface of the module needs to be removed.
2) Apply coating and sanding on the module
Before coating the coating, the paint should be evenly mixed, the precipitation of the refractory material in the paint bucket should be reduced as much as possible, and the viscosity or specific gravity of the coating should be adjusted to
The coating can well fill and wet the investment mold. When the paint is hung, the module is immersed in the paint, and the left and right sides are shaken up, so that the paint can wet the mold well and evenly cover the surface of the module. After the paint is applied, it can be sanded.
3) Shell drying and hardening
After each layer of the shell is coated, it is dried and hardened, so that the binder in the coating is transformed from the sol to the gel and the gel, and the refractory is joined together.
4) Loss of investment in the self-shell
After the shell is completely hardened, the module needs to be melted from the shell. Since the module is usually made of a wax-based molding material, this process is also called dewaxing. Depending on the heating method, there are many, dewaxing methods, and the hot water method and the same pressure steam method are used more.
5) roasting shell
If it is necessary to mold (filling sand), before the roasting, the mold after the demoulding is buried in the sand in the box, and then calcined. If the shell has high temperature strength and does not need to be cast, the demoulded shell can be directly sent into the furnace for roasting. When roasting, the furnace temperature is gradually increased, and the shell is heated to 800-1000 ° C for a period of time to be cast.
Pouring
Common casting methods used in investment casting are:
1) There are several types of thermal gravity casting methods.
This is the most widely used form of casting, that is, after the shell is taken out of the baking furnace, it is poured at a high temperature. At this time, the metal is cooled slowly in the shell, and the mold can be filled in the case of high fluidity, so that the casting can well replicate the shape of the cavity and improve the precision of the casting. However, the slow cooling of the casting in the hot form causes the grains to be coarse, which reduces the mechanical properties of the casting. When casting carbon steel castings, the surface of the slower casting is also susceptible to oxidation and decarburization, thereby reducing the surface hardness, finish and dimensional accuracy of the casting.
2) Vacuum suction pouring
The shell is placed in a vacuum casting box, and the gas in the cavity is sucked through the tiny pores in the shell, so that the liquid metal can better fill the cavity, copy the shape of the cavity, improve the precision of the casting, and prevent the pores and pouring. Insufficient defects. The law has been applied abroad.
3) Crystallization under pressure
The shell is placed in a pressure tank for pouring. Immediately after the completion, the pressure tank is closed, and high pressure air or inert gas is introduced into the tank to solidify the casting under pressure to increase the density of the casting. The maximum pressure in foreign countries has reached 150atm.
4) Directional crystallization (directional solidification)
Some investment castings such as turbine blades, magnetic steel, etc., if their crystal structure is columnar crystals arranged in a certain direction, their working properties can be improved a lot, so investment casting directional crystallization technology is rapidly developing.
Casting Cleaning
The main content of investment casting cleaning is
(1) removing the shell from the casting;
(2) removing the casting from the self-priming system;
(3) removing the shell refractory material adhered to the casting;
(4) Cleaning of the casting after heat treatment, such as descaling, edge and cutting gate residue.